���c���l���^�e
һ����
����늻��ں�������ȼ���M�к��ӵķ���������늻��ں��z�c����֮�gȼ����늻��ጢ���z�˲���늻�������ĸ�Ľ��ٺͺ����ۻ������z��������M��������һ����܉�Eǰ�M��늻����_���۳ؽ������̳ɺ��p���ۻ��ĺ����t���̳��������w�ں��p���棬�������۳غͺ��p�������o���ã���ֹ늻����۳��ܵ����՚�����롣���⣬�������c�۳ص�ұ�������z�е�Cr��Mn�ȺϽ�Ԫ�ؿ��ܱ����p����������Si��S��P���M�뺸�p���١���ʾ��Ҋ�D1��
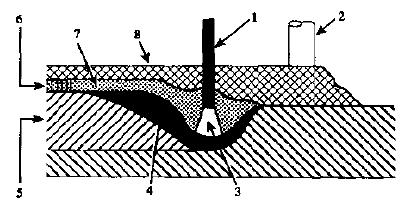
�D1 ��ʾ��D
1-�z�O;2-ι������;3-늻�;4-Һ�B���p����
5-�̑B���p����;6-��;7-�ۻ�����;8-����
�����������ͽz���ƽz�͜绡�Ȅ�����ͨ�����əCе��ɣ��ʷQ�����ԄӺ��������������c:�ٙCе���̶ȸߣ���������ˇˮƽҪ���;�ں�������ɜp�ٺ������¿ڣ�����Ч�ʸ�;�ۺ����ܸ��_�ۻ������c�՚�Ľ��|�����oЧ���á����p�|����;�ܸ��л���ݗ�䣬�ڄӗl���^�á�ȱ�c��ֻ����ƽ��λ�ú��ӣ��������O����b����Ҫ���^�ߡ�
���ĺ����O��һ���ЃɷN��һ�N�ǵ����ͽz���C���ͽz�ٶȰ��O�����ٶȲ�׃���S��늻���������������늻��������{�����á���һ�N��׃���ͽz���C����������늻�늉����鷴����̖�����^����ϵ�y��׃�ͽz�ٶȣ��Ķ�����늻����������������⣬���˴_�������^��̎�����m�ϵ�λ�úͺ����^�̵ķ����ɿ�����߀��Ҫ�^����s���o���O���c���C����ϣ����õ��o���O����:������׃λ�O�䡢���Ӳ����C(�����C�C�^׃λ�O��)�����ӊA�ߺͺ��p�����O��ȡ�
�������������������¿���ʽ�ͳߴ�Ҫ����:���С��12mm�岻���_�¿ڣ������12��20mm֮�g�Ŀ��Բ��Æ��溸����������M�к��ӣ�����20mm�rҪ���_�¿ڣ������g߅Ҫ����5��6mm����������Ǹ������z��ֱ���������ĺ�ȡ��Լ�������̖���x�����������������һ�Ӻ��r���װl�����������������Nʩ����ˇ:���l늻�����������É|�������i���ӽ��^���������|����
�������l��
�Ը��l����ӟṤ����Ȼ��ʩ�Ӊ����γɽ��^�ĺ��ӷ�����Ҋ�D�������ø��l��������،��w������ظп���С��ͨ·���^��ԭ����ʹ������мӟṤ���Ĵ������棬���_�������Ԡ�B��ֲ��ۻ���B�r���������Ӊ��D���ۻ����ٺͽ�����������γɺ��ӽ��^�����l�������l�ʷ����� 60��500ǧ�ա����l���ָ��l��躸���l�Б����ɷN��
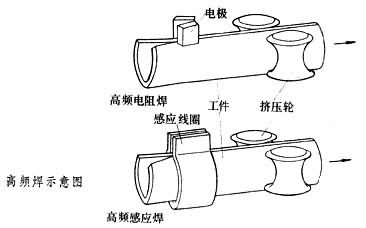
�ٸ��l��躸���ÝL݆����|������늘O�����l������빤�����m���ڹ��ӵ��B�m�v�p������������ӿp����偠t��Ƭ�͓ܺQ����������Ƭ�ĺ��ӣ��ɺ������⏽��1200���ף��ں��16���ף�����䓵ĸ��O��ȿɺ�9.5���ף����a�ʺܸߡ�
�ڸ��l�Б������øБ���Ȧ�ӟṤ�����ɺ����⏽��9����Сֱ���ܺͱں��1���ı��ڹܡ���������Сֱ��䓹ܺ��S�~�ܵĿv�p���ӣ�Ҳ�����ڭh�p���ӣ������ʓp�ıȸ��l��躸��Ӱ푸��l�����|������Ҫ�����Ǹ��l�Դ���l�ʡ����ʡ��������νǶȡ��D������늘O����Б�Ȧ���c�D��֮݁�g�ľ��x�ͺ����ٶȡ���Ҫ�O���и��l�Դ�����������O��͔D���Cе�b�á����l���|�����������a�ʸߣ��ɱ��^�͡��m���ڸ�Ч���Ԅ����a���������a�пp�ܵ����M������
������;
���Ӻ��p�|���ߣ��ɑ����ڳ��ء��Љ���̣���ߌ����w�Y�������������w���^�S��ʯ����ȼ��ݔ�ܵ����Cе�ӹ���
���l���Ӻ��p���W�����^ԭ��Ҫ��������ڵ͉����w�ܵ����dz��ؾW�ܽY�������ȡ�
�ӱ����R䓹�����ɷ�����˾
�������@�D�dՈע����http://m.thande.com.cn/Hyzs31.html
��һ퓣��]����
�ИI֪�R
�aƷչʾProduct display
��������Recent Posts
��������More articles